

六方薄螺母,规格为фl14,材料牌号1cr11ni2w2mov,在装机时发现部分螺母表面有裂纹,裂纹沿螺母外缘六角棱角处贯通螺母两端面及内孔,呈开裂状。
16.11.1 试验过程与结果
故障批螺母为机械加工螺母。
加工工艺如下:单轴自动机→六角→ 锪孔→ 去毛刺→粗振→ 热处理(硬度d=3.4~3.7) ⅳ类检验→吹砂→攻螺纹→探伤→镀铜(3~5μm)→终检
加工工艺和加工过程,经复查无异常情况。
裂纹螺母外观均为镀铜表面,除裂纹外未发现异常现象。裂纹分布在螺母六方棱角处,为穿透裂纹,示意如图16-63。

由于螺母已完全裂开,把1件故障件顺裂纹方向,手工分开为两部分,得到两件断口试样。
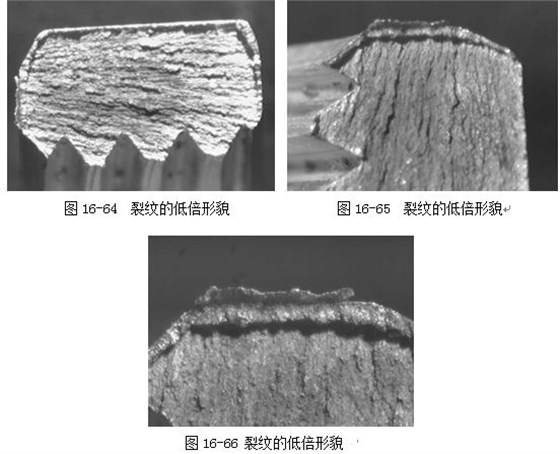
对两件断口试样目视检查,两件断口的裂纹表面均被镀铜层复盖。裂纹无明显的裂纹源,裂纹纵向扩展,并裂透螺母壁厚,低倍形貌见图16-64。其中一件断口裂纹处的上下端面有明显的挤入物,挤入物与裂纹面形成小台阶,见图16-65、图16-66。
取1件断口试样按正常的表面处理退铜工艺进行退铜,另一件未退。对退铜和未退铜的断口扫描电镜观察:两断口表面均无塑性变形,裂纹发展方向沿螺母轴线方向扩展。
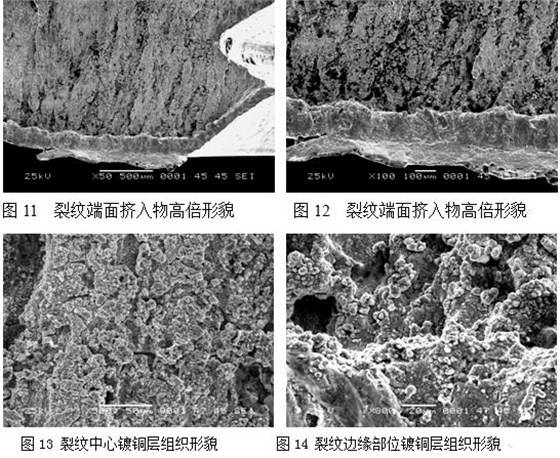
未退铜的断口,整个裂纹表面复盖有镀铜层,宏观无夹杂、疏松等冶金缺陷,裂纹两端面有明显的挤入物形成台阶,见图16-71。
裂纹两端面,明显的挤入物形成台阶的高倍形貌,见图10、图11。
裂纹中心镀铜层扫描电镜组织形貌,见图13;
裂纹边缘部位镀铜层扫描电镜组织形貌,见图14
图9裂纹两端面有明显的挤入物
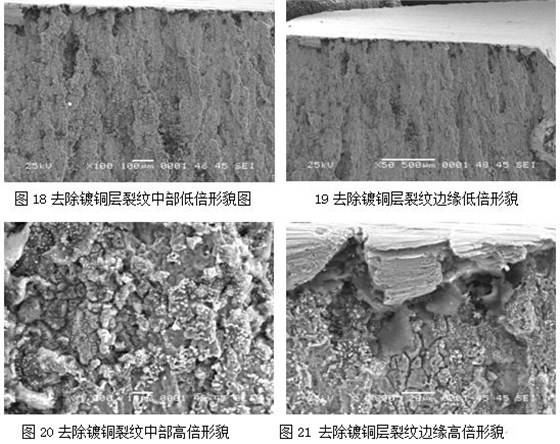
把裂纹另一半去除镀铜层后不腐蚀观察,裂纹处宏观无夹杂、疏松等冶金缺陷,裂纹纵向裂纹无塑性变形痕迹,纵向两端面处无挤入物,见图17。
去除镀铜层的裂纹中心部位和裂纹边缘部位,高、低倍电镜扫描组织,见图18、图19、图20、图21。
图17 去除镀铜层的裂纹形貌
3.9 能谱成分分析
3.9.1 退铜后的裂纹处基体能谱分析
材料成分符合1cr11ni2w2mov,见图22。
3.9.2 未退铜的裂纹处能谱分析
除材料成分元素外,主要为大量的cu元素,见图23。
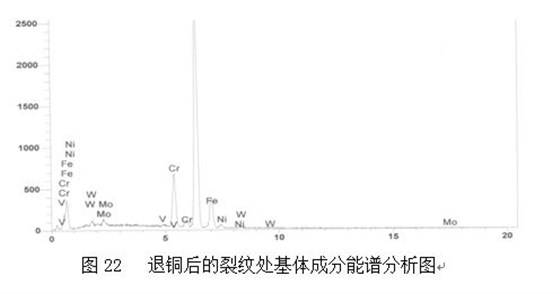
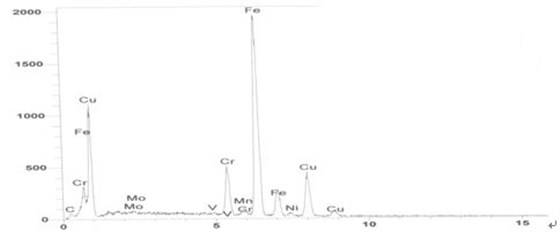
图23未退铜的裂纹处能谱成分分析图
对故障件进行化学成分检查,检查结果为1cr11ni2w2mov。
在经扭力保载试验后的螺母中任取1件,进行化学成分检查,检查结果为1cr11ni2w2mov.
取和装配无裂纹件制成试样后观察,组织形貌相同。裂纹件的组织形貌见图16-67、图16-68;无裂纹件的组织形貌见图16-69、图16-70;
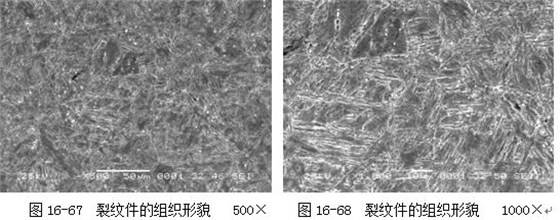
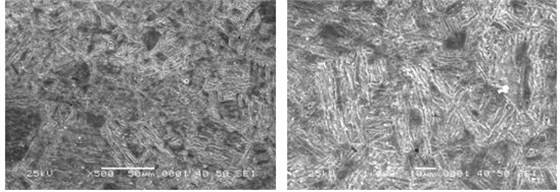
图16-69 无裂纹件的组织形貌 500× 图16-70 无裂纹件的组织形貌 1000×
故障件螺母硬度hra65~65.5,符合工艺要求。同批未装配件螺母硬度hra65.5~65.8,符合工艺要求。
取故障批未装配螺母200件,(100件退铜,100件不退铜)然后进行磁粉探伤检查,均未发现裂纹。
另外,再取故障批未装配螺母30件进行扭力保载试验,加载60n•m保持39小时,到时间后进行目视及磁力探伤检查,均未发现裂纹。
16.10.2 分析与讨论
该螺母为机加件,整个加工过程严格按照工艺进行,工艺过程正常。
经分光、能谱检查,故障件材料为1cr11ni2w2mov,材料符合图纸要求。故障件组织检查,组织为回火索氏体,同批未装配件组织也为回火索氏体,组织正常,热处理没有问题。
把一个故障螺母裂纹打开得到两个裂纹断口,一个裂纹件断口两端面(螺母上下端面)外缘处有多余挤入物,另一个裂纹断口无多余挤入物。这一现象说明该裂纹不是机加裂纹。反映了裂纹在机加前已存在,机加过程中,车加工时把裂纹一边的材料挤入裂纹所至,
该批螺母半成品热处理,热处理后加工螺纹,裂纹在六方棱角处并为纵向扩展,裂纹面齐平,无塑性变形痕迹。裂纹无明显裂纹源,也未见裂纹尾部。裂纹沿螺母轴向扩展,裂纹形态不是热处理裂纹形态,说明该裂纹不是热处理裂纹。
能谱分析,未退铜的裂纹面上铜元素很多,基体为1cr11ni2w2mov。已退铜的裂纹面,基体为1cr11ni2w2mov。
,裂纹两侧均有镀铜层说明裂纹在表面处理前就存在。一半裂纹面的两端面有多余挤入物说明裂纹在机加前已经存在,机加过程挤入。热处理是在机加后半成品进行,该故障件裂纹形态不是热处理裂纹形态,说明裂纹不是热处理裂纹,在热处理前已经存在。
该裂纹不是在螺母加工过程中造成,是在螺母加工之前就已存在。
从低倍断口检查、扫描电镜和能谱分析:裂纹在六方棱角处,无塑性变形痕迹,裂纹沿螺母轴向纵向扩展,进一步说明了裂纹为原材料裂纹。
16.10.3 结论与启示
(1) 根据低倍断口检查、扫描电镜和能谱分析,该故障件裂纹属原材料裂纹。
(2) 该裂纹在机加前已经存在,不是机加裂纹,也不是热处理裂纹。
(3) 该原材料裂纹可能为个别原材料棒料的料头存在的裂纹没有被切除干净被保留下来。
(4) 加强投料前的原材料表面质量检查和探伤检查,挑出有缺陷的原材料。
- 2024-07-16
- 2024-07-16
- 汽车底盘螺栓扭矩力衰减分析 苏州第三方检测机构 2024-07-16
- 徐州不锈钢金相分析检测 不锈钢牌号鉴定 2024-07-16
- 常州市u型螺防腐涂镀层质量检测 2024-07-16
- 苏州风电高强度螺栓质检分析检测 2024-07-16
- 农田灌溉水质检测新标准 第三方检测机构 2024-07-16
- 2024-07-16
- 2024-07-16
- 2024-07-16
- 2024-07-16
- 2024-07-16
- 2024-07-16
- 2024-07-16
- 2024-07-16


